")







プロセス
Q. 真空含浸とは何ですか?
A. 真空含浸とは、鋳物の空隙を埋める技術です。含浸素材「Special Sealant TSP-99」は壁圧の鋳物の中の空隙に真空状 態により注入されます。
その後、TSP-99は高熱を加えることにより凝固します。この工程は世界で認められた特殊な封 止素材、TSP-99を使用して、乾湿空隙封止システムにより実行されます。
Q. なぜ鋳物は加圧によって漏出するのですか?
A. 鋳物が加圧によって漏出する原因は欠陥や空隙です。
空隙は鋳物内部の収縮やガスによる空洞、酸化皮膜や含有物によって引き起こされます。これらが加圧によって鋳物 からの漏出が発生します。
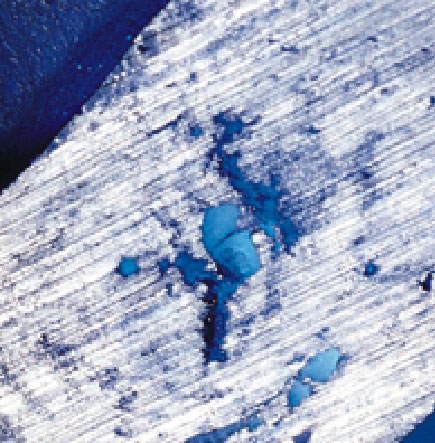
Q. 空隙とは何ですか?
A. 空隙とはガスや収縮によって引き起こされる鋳物内の不具合です。気泡の場合には独立しており、ガスや収縮が原因 の場合にはクラスタを形成します。空隙は微細空隙と大空隙に分類されます。
微細空隙はとても小さく、肉眼では確認できないことが多くX線によって検出されます。形状は球状で、連結して発 生します。
大空隙は目視可能な不具合で、球状であったり時に円筒状になっています。
空隙には二種類あります:片側空隙、連続空隙。これらはいずれも含浸可能です。我々は加工後に発生する、「完全 密閉空隙」も発見することができます。
Q. 片側、連続、完全密閉空隙について教えてください。
A. 鋳物には内側、外側の二つの面があります。空隙が片側から確認できるものを片側空隙、両面から確認できるもの を両面空隙、いずれの面からも確認できず、完全に内壁の中に存在するものを完全密閉型と呼びます。
Q. つまり、完全密閉型の空隙には含浸処理をする必要がないということでしょうか?
A. いいえ。通常、鋳物は加工され、使用されます。加工した際に、密閉型の空隙は露出します。よって、加工後に空 隙が露呈したり、他の空隙と接続された場合には含浸処理の必要があります。また、振動や機械の稼動および熱によ る影響で密閉空隙も連続空隙となることがあります。
Q. 検査には自信があり、良質な鋳物と質の悪い鋳物を見分けることができます。含浸技術は鋳物の品質をどのように 向上させることができますか?
A. 良質に見える鋳物も、内部には連結した空隙が存在することがあります。また、内側に存在する空隙はX線検査を しない限り判明しません。含浸処理をすることで鋳物の両面の空隙を埋めることができ、リジェクトされた鋳物も活 用することができます。
また、含浸処理をすることで、漏出テスト時の人的、機械的エラーの可能性を排除することができ、品質を100%保 証することができます。
Q. そのような品目や合金の種類が含浸できますか?
A. A.全ての鉄製、非鉄金属の空隙を含浸できます。鉄、銅、アルミ、亜鉛、マグネシウム、鋼鉄、焼結された粉末冶金 素材やプラスチック、そして鉄合金が含浸可能です。砂型鋳造、グラビティ鋳造、圧力ダイカストや鍛造品も空隙を 埋め、圧力への耐性を高めることができます。
弊社の封止剤を試用し含浸されている主な品目は下記のとおりです。
|
航空宇宙部品 エアーコンプレッサー 自動車のシリンダーヘッドやブロック 電気コネクター 食品加工部品 フィルター部品 燃料供給システム 水圧ポンプ/バルブ プロセス制御装置 変速機の筐体 ホイール パワーブレーキ 薄型ダイカスト |
粉末冶金製品
電子部品 スチームやガスの継ぎ手 プラスチック型 計測器のメーター・バルブ 冷却装置 トラックや電車のブレーキパーツ 水圧コントロール用の鋳物 熱交換器 セラミックパーツ 建築用品 アルミ圧縮鋳物 |
Q. 含浸技術をしようすることにより、資金、時間、労力を削減することができますか?
A. A.はい。含浸された鋳物は、漏出が原因で顧客の現場でリジェクトされる可能性を排除することができ、御社は品質 を担保することができます。含浸技術にかかるコストは再度溶解・製造するなどのコストと比較すると非常に低いも のとなります。
また、再鋳造・再加工する時間と労力を排除することができます。さらに、そうして再加工された鋳物も漏出のリス クがあります。
Q. 含浸はどの時点で行えばいいのでしょうか?加工前ですか、加工後ですか?
A. A.加工することにより、内部の空隙が露出します。通常、加工後に含浸は行われますが、鋳造時点で圧力テストを実 施することが必要な場合はこの限りではありません。
鋳造の過程や漏出の部分など、様々な観点からお客様自信が加工前、加工後のどちらのタイミングで含浸処理をする かを決めていただくことができます。
Q. 含浸技術の品質管理はどのようなに行われていますか?
A. 含浸処理の効果測定は多孔性のテストリングを含浸することで行われます。リングはUS MIL 17563 – Bによって 定義された多孔率水準の焼結アルミ素材のテストリングです。テストリングを含浸処理される鋳物とともに装置 に投入し、含浸します。その後、リングに漏出試験を実施いたします。そして、実際の部品については圧力テス トによtって漏出をチェックいたします。世界中で認められた弊社の封止剤によって、ご依頼品を確実に含浸封止いたします。
Q. 含浸する素材の大きさに制限はありますか?
A. 大きさの制限はありません。弊社にはどのような鋳物でも含浸させる技術があります。ただし、真空含浸の場合、直径 1500mm、高さ1500mm以内の物体に限ります。
Q. 例えば大型の鋳物のような、直径1500mm、高さ1500mm以上の素材を含浸できますか?
A. 特殊な処理が必要となります。info@teknoseal.com までご連絡ください。弊社の技術者が最適な方法をご提案いたし ます。